現在位置:
現在位置:


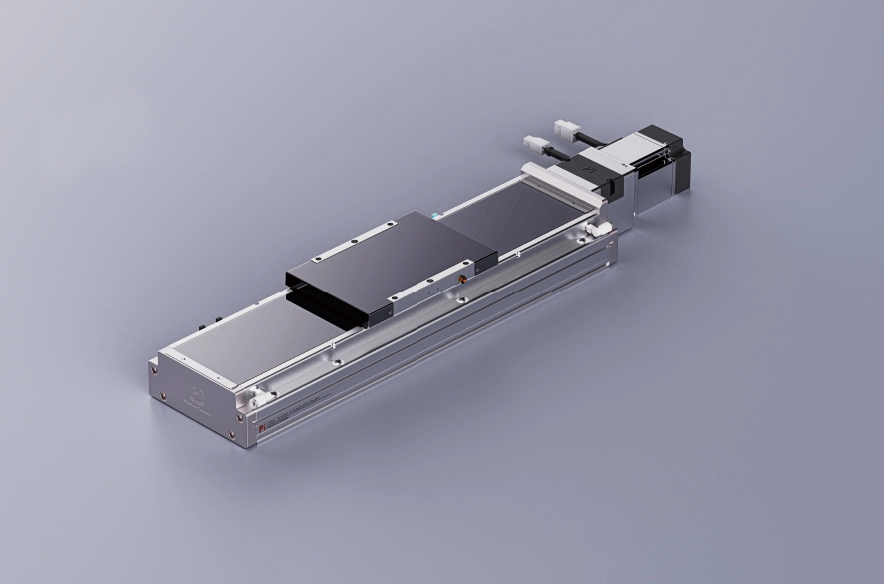
モーター下面
繰返し位置 決め精度:±0.005/0.01mm水平荷重:110kg垂直荷重:33kg最高速度:250mm/s移動範囲:100-1050mm
Date: Jan 21 2026
精密位置決めスライドテーブルの位置決め精度(±0.1μm~±10μm)、繰返し位置決め精度、動作真直度は、機械的摩耗、熱変形、組み立ての緩みなどにより経劣化します。定期的な校正は、機器の性能を保証するための中心的な手段です。レーザー干渉計は、ナノスケールの測定精度 (最大 0.1μm) と非联系我们測定の利点により、スライド テーブル校正の「ゴールド スタンダード」となっています。この記事では、スライド テーブル キャリブレーションにおけるレーザー干渉計の一般環境化された適用手順について、キャリブレーション前の準備、レーザー干渉計の設置と位置合わせ、マルチパラメータ測定手順、データ処理と調整、検証とアーカイブの 5 つの側面から詳しく説明します。
I. 校正前の準備:環境および装置の状態の確認
校正結果の信頼性は外掛掛部条件の厳密な制御に依存するため、事前に次の準備を完了する必要がAります。
1. 環境管理(大前提)
レーザー干渉計は環境の影響を受けやすいため、一定の温度、一定の湿度、低振動の環境で動作させる必要がAります。
• 温度: 20±0.5℃ (正確なシナリオでは ±0.1℃)、温度変動 ≤0.5℃/h で制御 (熱膨張誤差を避けるため)。
・湿度:40%~60%RH(光学部品の結露や塵埃の静電吸着を防ぐため)。
●振動:アクティブ/パッシブ防振台(振動加速度≦50μm/s²、周波数≦100Hz)を採用し、パンチプレスやエアコン室外掛掛機などの振動源から遠ざけます。
• 空気の流れ: 人の動きによって空気の流れが光路を妨げないように、ドアや窓を閉めてください (レーザー光線は空気の屈折率変化の影響を受けやすいため)。
2. 工具と材料のリスト
カテゴリ アイテムの使用法
測定機器の中核となる測定ツールには、レーザー干渉計ホスト (Renishaw XL-80、Keysight 5530 など)、真直度ミラー グループ、角度干渉計が含まれており、位置決め/真直度/角度誤差の測定をサポートします。
リニアリフレクター(スライドテーブルとともに移動)、ビームスプリッター(固定基準)、取り付けブラケット(磁気的/機械的に固定)などの光学コンポーネントが、レーザービームを反射/分割するための光路を形成します。
補助工具:レベルゲージ(精度0.02mm/m)、温度計(±0.1℃)、トルクレンチ、糸くずの出ない布、スライドテーブルのレベル校正、光学部品の清掃、ネジ締め用のアルコール綿
スライドテーブルのスムーズな動きを確保し、測定に影響を与えるNo純物を避けるために、スライドテーブルのガイドレール/送りネジを清掃し(油汚れや金属片を除去します)、潤滑を確認してください(メンテナンスリストに従ってグリスを補充してください)。
3. スライドテーブルと制御系の設定
・可動範囲:スライドテーブルの全ストローク(例:0~500mm)を確認し、測定点を「始点-中点-終点」と中間等分割点(0、125、250、375、500mmなど5点以上推奨)に設定します。
• 速度制御: 慣性力によるガイド レールの変形を避けるため、校正には低速 (≤0.1m/s) を使用します。
• 制御システムモード:「手動ポイント操作」または「プログラムシングルステップ実行」に切り替えて、正確で制御可能な位置指示を保証します。
いいですね。レーザー干渉計の設置と調整: アッベ誤差を回避する鍵
レーザー干渉計の測定精度 (特に真直度および角度誤差) は、光路のアライメントに大きく依存します。中心となるのは、「アッベ誤差」(測定軸と運動軸のNo一致によって生じる誤差)を除去することです。
ステップ 1: 測定軸と設置基準を決定する
・測定軸:レーザー光線はスライドテーブルの移動方向(理想的な状態)と正確に一致している必要がAります。角度θがAる場合、変位誤差ΔL≒H×sinθ(Hはリフレクターの設置高さ、θは角度)となる。
●基準面:スライドテーブルベースの設置面を基準とし、水準器で水平(水平度≦0.02mm/m)にして、スライドテーブルの移動方向が地面と平行になるようにしてください(重力によるピッチ誤差を避ける)。
ステップ 2: 光学部品の取り付けと光路の調整
固定ビームスプリッター
ビームスプリッターをスライドの移動方向の基準端(ベース先端など)に設置し、ミラー面がレーザー光に対して垂直になるようにマグネットブラケットで固定します(補助校正用に直角正方形も使用可能)。
レーザー光が鏡面の中心を通過するようにビームスプリッターの高さを調整します(中心点をマークし、十字のターゲットで狙います)。
(2) リニアミラー(従動端)の取り付け
ミラー面がビームスプリッターのミラー面と平行になるように、リフレクターをブラケットを介してスライドテーブルのスライドブロックに固定します(オートコリメータまたはレーザー干渉計のアライメント機能で校正し、スポットオーバーラップが90%以上になるようにします)。
キーポイント: リフレクターの移動軌跡はレーザービームと同軸でAる必要がAります (これは「試行移動法」によって検証できます。つまり、スライドテーブルを手動で移動し、レーザー干渉計の読み取り値がジャンプやオフセットなしで直線的に変化するかどうかを観察します)。
(3) アッベエラーを回避するための最適化対策
• 同軸設計: H×sinθ 項を減らすために、リフレクターの取り付け高さ H はできる限り低くする必要がAります (スライダーの下面近くなど)。
●誤差補正:完全に同軸にできない場合は、レーザー干渉計ソフトから「アッベバイアス」(H×sinθ)を入力することで誤差を自動補正します(含まれる角度θは事前に測定する必要がAります)。
ステップ 3: システムの予熱とゼロ点校正
レーザー干渉計は起動後 30 分間予熱し (安定した電子部品を使用)、その後コンピューターに接続して測定ソフトウェア (Renishaw LaserXL など) を起動する必要がAります。
• 「ゼロ点キャリブレーション」を実行します。スライドを開始点 (0mm など) に移動し、レーザー干渉計の読み取り値をゼロに調整します (ソフトウェアに「0.000mm」と表示されていることを確認します)。
Ⅲ.マルチパラメータ測定プロセス: 位置決め精度、真直度、角度誤差
スライドテーブルの校正には、位置決め精度、繰り返し位置決め精度、真直度、ピッチ角、ヨー角の 5 つの主要パラメータの測定が必要です。手順は次のとおりです。
1. 位置決め精度と繰り返し位置決め精度の測定
原理:スライドテーブルの指令位置と実際の位置との偏差を比較し、系統誤差(位置決め精度)とランダム誤差(繰り返し位置決め精度)を評価します。
操作手順
• 一方向測定
測定点(0、100、200、300、400、500mmなど)を設定すると、スライドテーブルが始点(0mm)から終点まで一方向に移動し、目標点で順次停止します。
2. レーザー干渉計は各点の実際の位置を記録します (たとえば、コマンドは 100mm ですが、実際の位置は 99.8mm で、誤差は -0.2μm です)。
すべての工程が完了したら、「指令位置-実際位置」の曲線(位置決め誤差曲線)を描きます。
• 双方向測定
スライドは開始点から終了点までループ状に移動し、その後開始点に戻ります (例: 0→500→0→500mm)。各点が 3 回繰り返されます。
2. 正逆転の誤差を記録し、「逆転すきま」(前進終点と逆転開始点の差)を計算します。
・繰り返し位置決め精度:同じ目標点(例:250mm)を5回繰り返し移動させ、最大偏差(例:±0.3μm)を算出します。
2. 真直度誤差測定
原理:直進ミラー群(上下2枚のミラーを含む)を用いて、スライドテーブルの移動時の上下(垂直方向)、左右(水平方向)方向のオフセットを測定します。
操作手順
真直度ミラーグループでは、1 つのミラーを「直角ミラー」に置き換えます (または真直度測定機能を備えたレーザー干渉計モジュールを直接使用します)。
スライドテーブルは全ストロークにわたって移動し、レーザー干渉計は垂直 (Y 軸) 方向と水平 (Z 軸) 方向のオフセットをそれぞれ記録します。
ソフトウェアは、最大オフセット(垂直方向に±2μm/500mmなど)を評価する「真直度誤差曲線」を生成します。
3. 角度誤差の測定(ピッチ角、ヨー角)
原理:角度干渉計(ウェッジプリズムを含む)を用いて、スライドテーブル移動時のX軸(ピッチ角)とY軸(ヨー角)周りの回転誤差を測定します。
操作手順
角度干渉計を取り付けます(スライドテーブルのスライダーに固定)。レーザー光が角度干渉計で反射された後、干渉縞の変化から角度が計算されます。
スライドテーブルは全ストロークにわたって移動し、ピッチ角(θx)とヨー角(θy)の変化を記録します(ピッチ角±0.5arcsec/500mmなど)。
角度誤差が許容値を超える場合は、ガイドレール取付ボルトの締り調整(ストレスリリーフ)、または摩耗したガイドレールスライダの交換が必要となります。
Iv.データ処理と調整: 誤差曲線から機械的補正まで
レーザー干渉計ソフトウェア (Renishaw LaserXL、API Laser Calibrator など) は、エラー レポートを自動的に生成します。問題の根本原因を特定し、データと組み合わせて調整する必要がAります。
データ処理の重要な指標
パラメータ定義の認定基準(例)
位置決め精度(Max-Min)の全ストロークの最大誤差は±1μm(精密級)、±5μm(工業級)です。
繰り返し位置決め精度の同一位置での複数動作の一般環境偏差(σ)は0.5μm以下(精密級)です。
全ストロークにわたる垂直/水平方向の真直度誤差の最大オフセットは ≤2μm/500mm
バックラッシの正転・逆転時の位置決め誤差の差は1μm以下
2. よくAるエラーと調整方法
エラーの種類、エラー曲線の特性、調整手段
周期的な位置決め誤差は正弦波として現れます(100mmごとに±0.5μmの誤差など)。台形ねじピッチ誤差:制御系に「ピッチ補正テーブル」を入力(測定誤差を基に逆補正)
累積位置決め誤差はストロークの増加に伴って直線的に増加します(例:0→500mm誤差+2μm)。ガイド レールの真直度がNo十分です: ガイド レールの取り付けの水平度を調整するか、ガイド レールの側面を研磨して局部的な摩耗を修復します。
ピッチ角度偏差角度誤差曲線は上昇傾向を示します (0→500mm ピッチ +1arcsec など)。スライダの予圧力がNo均一でAる スライダ固定ボルトを緩め、均等に増し締めしてください(または予圧ガスケットの厚みを調整してください)。
バックラッシが大きく、前進終点と逆転開始点の差が1μmを超える場合は、ナットカバーボルトの調整(予圧を大きくする)、または摩耗した送りねじナットを交換してください。
3. 制御系パラメータの補正
機械的な調整で誤差 (送りねじピッチ誤差など) を完全に除去できない場合は、誤差補正テーブルをスライド テーブル制御システム (PLC、モーション コントローラーなど) に入力する必要がAります。
・ピッチ補正:レーザー干渉計で測定した位置決め誤差をもとに、各測定点の補正値を入力します(例:100mm点の誤差が-0.2μmの場合、補正値は+0.2μm)。
・バックラッシュ補正:コントローラーに「バックラッシュ値」(0.5μmなど)を設定すると、移動時に補正量が自動的に重畳されます。
V. 検証とアーカイブ: 校正の有効性を確認する
1. 再テストと検証
調整後、元の測定プロセスに従ってレーザー干渉計を使用してすべてのパラメータを再度検出し、誤差が認定範囲(位置決め精度 ≤±1μmなど)に低減されていることを確認しました。
2. 記録と報告
以下を含む「スライド テーブル キャリブレーション ファイル」を作成します。
• 環境パラメータ: 温度、湿度、振動値 (付属の測定器からの測定値を含む)。
• 測定データ: 位置決め誤差曲線、真直度/角度誤差レポート (スクリーンショットはアーカイブ済み)。
・調整記録:機械調整部品(ガイドレールボルトのトルク、送りねじの予圧など)、制御系の補正値。
• 結論: 校正結果 (適格/No適格)、次回の校正日 (精密スライドは 3 ~ 6 か月ごと、工業用スライドは 12 か月ごとに校正することをお勧めします)。
ヴィ。注意事項: 校正に関する 5 つの主要な誤解を避ける
1. 環境管理の怠り:校正が一定の温度環境で行われていないため、熱膨張誤差が生じます(たとえば、温度が 1℃変化すると、500mm ストロークの誤差は約 5.6μm になります)。
2. 光路の位置がずれている: 反射鏡がレーザービームと同軸ではないため、アッベ誤差が生じます (例: H=50mm、θ=0.01°、誤差 ≈8.7μm)。
3. 測定点のNo足:始点・終点のみを測定し、中間点の周期誤差(リードスクリューの局部摩耗など)を省略しています。
4. 調整せずに測定のみ: エラーを発見した後、調整せずに記録のみを行うと、スライド テーブルの精度が継続的に低下します。
5. 逆方向の測定を行わない場合: 逆方向のクリアランスを無視すると、双方向の位置決め精度がNo安定になります (彫刻機の正方向と逆方向のラインの位置ずれなど)。
まとめ
レーザー干渉計校正用の精密位置決めスライドテーブルの核心は、「厳密な環境制御、正確な光路アライメント、マルチパラメータ測定、およびデータ駆動型調整」です。一般環境化されたプロセスにより、スライドテーブルの位置決め精度を±1μm以内に安定させ、寿命を30%以上延長することができます。覚えておいてください: 校正は「1 回限りのタスク」ではなく、「定期的なメンテナンス + データのトレーサビリティ」の継続的なプロセスです。校正計画は、スライドテーブルの使用頻度と組み合わせて動的に調整する必要がAります(たとえば、24 時間稼働する場合は校正周期を短くする必要がAります)。